نوگرا سرام فناور
نتوانستن در باور ما نیست

ماشینکاری قطعات سرامیکی میتواند باعث ایجاد ترک، لبپریدگی و کاهش دقت ابعادی شود. بسیاری از این عیوب به عواملی مانند سرعت پیشروی (Feed Rate)، انتخاب ابزار و روش خنککاری مربوط هستند. امروزه انواع قطعات سرامیکی پیشرفته در صنایع مختلف از جمله هوافضا، الکترونیک، پزشکی و تجهیزات صنعتی مورد استفاده قرار میگیرند. با وجود مزایای فراوان این قطعات، فرآیند ماشینکاری آنها به دلیل تردی ذاتی مواد سرامیکی نیازمند کنترل دقیق پارامترهای تولید است تا از ایجاد ترک و کاهش کیفیت محصول جلوگیری شود.در این مقاله دلایل اصلی ایجاد ترک و لبپریدگی، پارامترهای بهینه ماشینکاری، انتخاب ابزار مناسب، کنترل فرآیند زینترینگ (تفجوشی) و معیارهای انتخاب تأمینکننده حرفهای برای فرآوری سرامیکهای پیشرفته بررسی میشود.
سرامیکهای پیشرفته به دلیل ماهیت ترد و شکننده خود بهراحتی آسیب میبینند. برخلاف فلزات که تا حدی تغییر شکل میدهند، سرامیکها در اثر اعمال تنش مستقیماً دچار شکست میشوند.
پنج عامل اصلی در ایجاد ترک در سرامیکها وجود دارد:
ماشینکاری سرامیک نیازمند دقت بالا در تمام مراحل فرآیند است.
مراحل تولید قطعات سرامیکی صنعتی شامل آمادهسازی مواد اولیه، شکلدهی، ماشینکاری اولیه، زینترینگ، پرداخت نهایی و کنترل کیفیت است. هرگونه خطا در این مراحل میتواند باعث ایجاد ترک، لبپریدگی یا کاهش دقت ابعادی قطعه شود. به همین دلیل کنترل فرآیند تولید نقش مهمی در دستیابی به کیفیت مطلوب دارد.
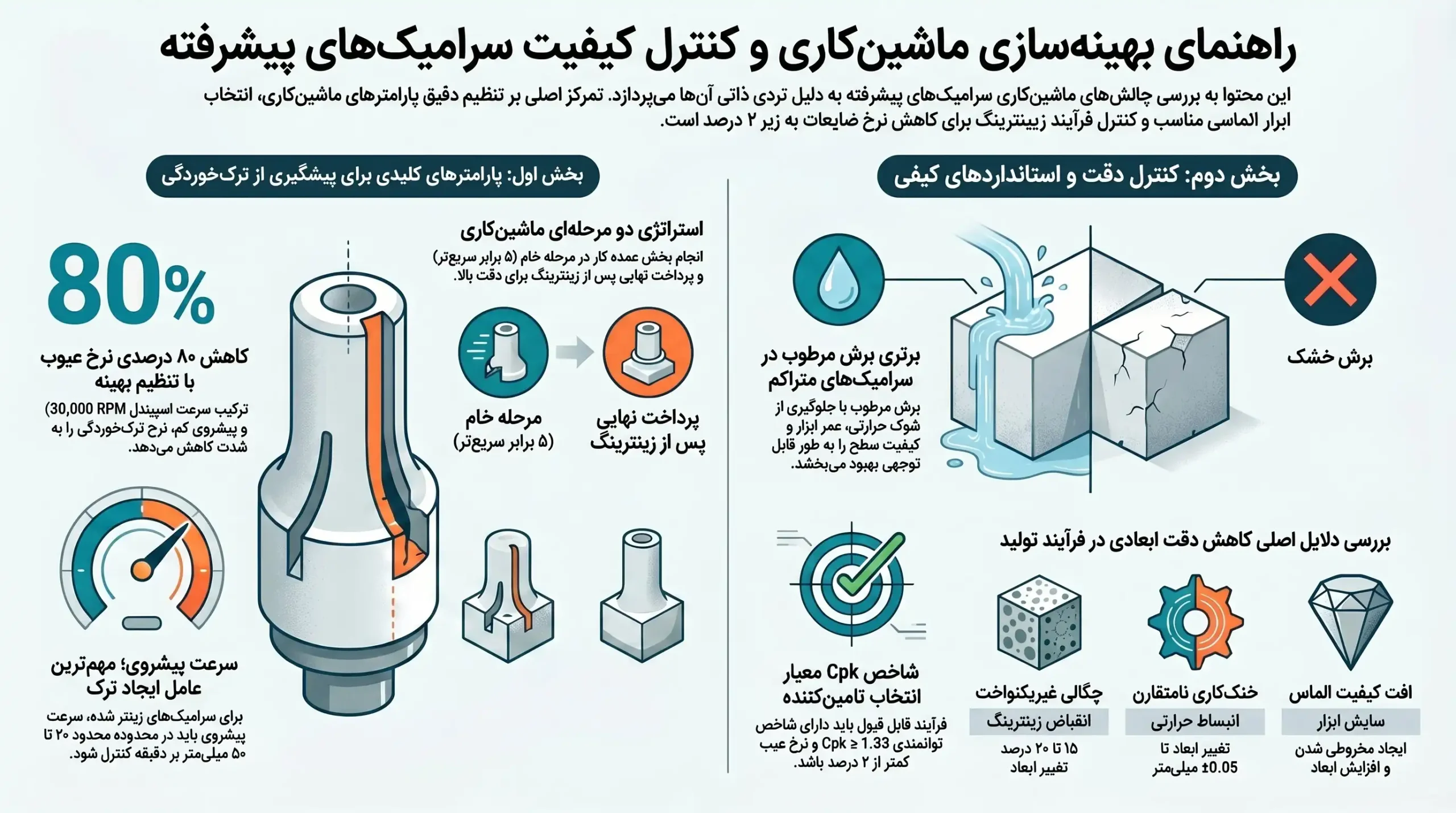
در جدول زیر تأثیر مشکلات مختلف بر دقت نهایی قطعات سرامیکی نشان داده شده است:
| مشکل | علت اصلی | تأثیر بر دقت |
|---|---|---|
| انبساط حرارتی | خنککاری نامتقارن | تغییر ابعاد تا ±0.05 میلیمتر |
| سایش ابزار | افت کیفیت الماس | ایجاد مخروطی شدن و افزایش ابعاد |
| انقباض زینترینگ | چگالی غیریکنواخت | تغییر ابعاد 15 تا 20 درصد |
| ارتعاش | فیکسچر ضعیف | ایجاد موج روی سطح |
نکته: هرچه هندسه قطعه پیچیدهتر باشد، تلرانسهای ابعادی سختگیرانهتر خواهند شد.
اولین عامل تأثیرگذار، انقباض ناشی از زینترینگ است. سرامیکهای پیشرفته هنگام پخت حدود 15 تا 20 درصد جمعشدگی دارند. اگر چگالی در قسمتهای مختلف قطعه یکسان نباشد، میزان جمعشدگی نیز متفاوت خواهد بود و قطعه دچار اعوجاج میشود.
عامل بعدی انبساط حرارتی در حین ماشینکاری است. اصطکاک باعث گرم شدن سرامیک میشود و پس از خنک شدن، قطعه ممکن است کوچکتر از اندازه موردنظر شود. برش مرطوب این مشکل را کاهش میدهد اما بهطور کامل حذف نمیکند.
سایش ابزار نیز بهتدریج دقت ابعادی را تغییر میدهد. ابزار الماسی نو با دقت بالا برش میدهد اما ابزار فرسوده منحرف میشود و سوراخهای مخروطی یا ابعاد بزرگتر از حد مجاز ایجاد میکند.
ارتعاش یکی از بدترین عوامل است. اگر قطعه بهخوبی مهار نشده باشد، هنگام برش حرکت کرده و موجب ایجاد موج سطحی و تغییرات ابعادی میشود.
ابزارهای الماسی بخش جداییناپذیر ماشینکاری سرامیک هستند. ابزارهای کاربیدی معمولی خیلی سریع کند میشوند.استفاده از تجهیزات مورد نیاز تولید قطعات سرامیکی شامل ماشینآلات CNC دقیق، ابزارهای الماسی با گرید مناسب، سیستمهای خنککاری و تجهیزات اندازهگیری پیشرفته، تأثیر مستقیمی بر کاهش نرخ عیوب و افزایش کیفیت محصول نهایی دارد.
این عامل مهمترین معیار انتخاب ابزار است:
آلومینا (Alumina)
زیرکونیا (Zirconia)
کاربید سیلیسیم (SiC)
نیترید سیلیسیم (Si₃N₄)
در صورت مشاهده این علائم، ابزار باید تعویض شود. ابزار الماسی فرسوده یکی از مهمترین عوامل ایجاد عیوب است.

یکی از مهمترین ویژگیهای مکانیکی قطعات سرامیکی، سختی بسیار بالا در کنار تردی نسبی آنها است. این ویژگی باعث میشود قطعات سرامیکی مقاومت سایشی فوقالعادهای داشته باشند، اما در برابر تنشهای ضربهای و شوک حرارتی نیازمند کنترل دقیق شرایط ماشینکاری باشند.
سرعت پیشروی مهمترین پارامتر برای جلوگیری از ترک خوردگی است.
مقادیر پیشنهادی:
اگرچه این سرعتها پایین هستند، اما هزینه جلوگیری از تولید قطعات معیوب محسوب میشوند.
افزایش بیش از حد عمق برش باعث ترک خوردگی خواهد شد.
برای کاهش نیروی برش:
ترکیب دور بالا و پیشروی کم بهتر از دور پایین و پیشروی زیاد است.
زمانی که:
نرخ عیب نسبت به حالتی با:
حدود 80 درصد کاهش یافت.
مزایا:
معایب:
مزایا:
معایب:
برای سرامیکهای متراکم مانند آلومینا و زیرکونیا از برش مرطوب استفاده کنید.
در کاربردهای پزشکی که وجود بقایای خنککننده مجاز نیست، برش خشک مناسبتر است.
استفاده از هوای فشرده در برش خشک تا حدی باعث خنککاری و خروج گردوغبار میشود.
در فرآیند زینترینگ، قطعه خام به محصول نهایی تبدیل میشود. کنترل نامناسب دما یکی از دلایل اصلی ایجاد ترک است.
برای اغلب سرامیکهای پیشرفته:
افزایش سرعت گرم شدن باعث ایجاد اختلاف دمای داخل و خارج قطعه و در نتیجه تنش حرارتی میشود.
آلومینا:
زیرکونیا:
این مقادیر الزامی هستند و صرفاً پیشنهاد نیستند.
چگالی پایین باعث ایجاد تخلخل و عیوب میشود.
پس از زینترینگ:
بخش زیادی از ترکهای زینترینگ ناشی از خنککاری سریع است.

بررسی کیفیت در کارخانه تولید قطعات سرامیکی یکی از مهمترین معیارهای انتخاب تأمینکننده محسوب میشود. استفاده از تجهیزات اندازهگیری دقیق، ثبت پارامترهای فرآیند و اجرای آزمونهای کنترل کیفیت میتواند از تولید قطعات معیوب جلوگیری کند.این فرایند به صورت تخصصی و با دقت بالا در شرکت دانش بنیان نوگرا سرام فناور انجام میشود.
از تأمینکننده درخواست دادههای Cpk کنید.
اگر شرکتی نرخ عیب 5 تا 10 درصد را طبیعی بداند، بهتر است تأمینکننده دیگری انتخاب شود.
سنگزنی CNC با سیستم کنترل حلقه بسته (Closed Loop) دقت بالاتری فراهم میکند.
وجود ابزارهای متنوع با اندازه دانههای مختلف نشاندهنده تجربه بالای تأمینکننده است.
فرآیندهای استاندارد باید شامل موارد زیر باشد:
گواهینامه ISO 9001 مفید است، اما مستندسازی فرآیند اهمیت بیشتری دارد.
برای اصلاح ابعاد نهایی پس از زینترینگ استفاده میشود.
مقدار برداشت ماده معمولاً:
هر مرحله خراشهای مرحله قبلی را حذف میکند.
برای دستیابی به سطح آینهای:
در کاربردهای اپتیکی از لپینگ (Lapping) برای دستیابی به تختی بسیار بالا استفاده میشود.
تمام پارامترها، ابزارها و نتایج باید ثبت و مستندسازی شوند تا فرآیند قابل تکرار باشد.
1. مهمترین دلایل ایجاد ترک در فرآیند ماشینکاری سرامیک چیست؟
سرعت پیشروی بیش از حد مهمترین عامل ایجاد ترک در قطعات سرامیکی است. سرامیکها به دلیل ماهیت ترد خود توانایی جذب بارهای ضربهای ناشی از برشهای شدید را ندارند. برای سرامیکهای زینتر شده، سرعت پیشروی معمولاً باید بین 20 تا 50 میلیمتر بر دقیقه تنظیم شود. همچنین شوک حرارتی ناشی از خنککاری نامناسب دومین عامل رایج ایجاد ترک در این قطعات است.
2. چگونه سرعت پیشروی مناسب برای ماشینکاری سرامیک را تعیین کنیم؟
برای مواد جدید، بهتر است ماشینکاری را با سرعت 20 تا 30 میلیمتر بر دقیقه آغاز کنید. سپس یک برش آزمایشی انجام داده و لبههای قطعه را از نظر لبپریدگی بررسی کنید. در صورت عدم مشاهده لبپریدگی، سرعت را بهتدریج و در گامهای 10 میلیمتر بر دقیقه افزایش دهید تا اولین نشانههای آسیب ظاهر شود. سرعتی که حدود 20 درصد کمتر از این مقدار باشد، سرعت بهینه ماشینکاری محسوب میشود.
3. ماشینکاری سرامیک قبل از زینترینگ بهتر است یا بعد از زینترینگ؟
برای قطعات با هندسه پیچیده، بهتر است بخش عمده ماشینکاری قبل از زینترینگ و روی قطعه خام انجام شود، زیرا سرعت ماشینکاری در این مرحله 5 تا 10 برابر بیشتر است. با این حال قطعات خام شکننده بوده و در فرآیند زینترینگ حدود 15 تا 20 درصد جمعشدگی دارند. بنابراین برای دستیابی به دقت ابعادی بالا، عملیات نهایی ماشینکاری معمولاً پس از زینترینگ انجام میشود.
4. بهترین گریت ابزار الماسی برای ماشینکاری آلومینا چیست؟
برای ماشینکاری آلومینا، ابزار الماسی رزینی با گریت 400 بهترین تعادل را بین نرخ برداشت ماده و کیفیت سطح ایجاد میکند. برای خشنکاری میتوان از گریت 300 استفاده کرد و برای پرداخت نهایی معمولاً گریتهای 600 تا 800 توصیه میشوند.
5. چگونه میتوان از شوک حرارتی هنگام ماشینکاری سرامیک جلوگیری کرد؟
در سرامیکهای متراکم مانند آلومینا و زیرکونیا، استفاده از خنککننده و برش مرطوب توصیه میشود. جریان خنککننده باید بهصورت یکنواخت حفظ شود و از برشهای متناوب که باعث تغییرات شدید دمایی میشوند اجتناب گردد. همچنین کنترل عمق برش به کاهش تولید حرارت کمک میکند. تغییر دمای بیش از 100 درجه سانتیگراد در دقیقه میتواند خطر ترکخوردگی را افزایش دهد.
6. نرخ مجاز قطعات معیوب در تولید قطعات سرامیکی چقدر است؟
در تولید انبوه، نرخ قطعات معیوب باید کمتر از 2 درصد باشد. در مرحله نمونهسازی و بهینهسازی پارامترها، نرخ 5 تا 10 درصد قابل قبول است. در فرآیندهای پایدار صنعتی این مقدار باید به کمتر از 1 درصد برسد و در صنایع پزشکی و هوافضا معمولاً نرخ کمتر از 0.5 درصد مورد نیاز است.
7. عمر مفید ابزارهای الماسی در ماشینکاری سرامیک چقدر است؟
عمر ابزارهای الماسی بسته به سختی ماده سرامیکی معمولاً بین 50 تا 200 ساعت متغیر است. کاربید سیلیسیم بیشترین میزان سایش ابزار را ایجاد میکند، در حالی که آلومینا کمترین میزان سایش را دارد. در صورتی که میزان لبپریدگی افزایش یابد یا نیروی برش بیش از 30 درصد بیشتر شود، زمان تعویض ابزار فرا رسیده است.
ترک خوردگی در قطعات سرامیکی عمدتاً به دلیل سرعت پیشروی بالا، انتخاب نامناسب ابزار و خنککاری ناکافی رخ میدهد. کنترل دقیق پارامترهای ماشینکاری، استفاده از ابزارهای الماسی مناسب و همکاری با تأمینکنندگان باتجربه میتواند نرخ عیوب را به کمتر از 2 درصد کاهش دهد. در صنایع حساس مانند پزشکی و هوافضا، دستیابی به نرخ عیب کمتر از 0.5 درصد هدف اصلی محسوب میشود.از مهمترین مزایای قطعات سرامیکی صنعتی میتوان به مقاومت بالا در برابر سایش، خوردگی، حرارت و مواد شیمیایی اشاره کرد. با این حال بهرهمندی از این مزایا تنها زمانی امکانپذیر است که فرآیند ماشینکاری، زینترینگ و کنترل کیفیت بهدرستی انجام شود.




 واتساپ
واتساپ
 بله
بله